Roughing and reaming are among the most used processes for rectifying and machining holes in the line boring sector. What is the difference?
Roughing and reaming are used in order to reduce time and cost compared to a traditional repairing. Often the two words are used as synonyms, in reality they consist in two different kinds of machining, according to the result that wants to be achieved. Through reaming, it is possible to obtain tight dimensional tolerances and excellent outstanding surface. Roughing is used instead, to perform medium roughing machining. Let’s discover both processes.
How does roughing work?
Roughing is a machining process that is performed to enlarge or to surface a pre-existing hole. Roughing processes permit to machine cylindrical surfaces (in case of radial bearings) as well as flat surfaces (axial throw-out bearings). A special feature of the roughing of bearing houses is the possibility to perform one or more machining perfectly aligned with other surfaces which refer to rotation (other bearing houses, other surfaces in general). The roughing machine consists of two or more bearings (according to the case) where is scrolling the boring bar of the machine. On one of these bearings is fastened the machine with its control unit.
How does reaming work?
Reaming is a finishing operation performed by a multi cutting tool that ensures high precision, outstanding surface finish, superb quality of the hole and thigh dimensional tolerances (Accuracies in the range of hundredths of millimetres). In comparison to roughing, in reaming performance the hole diameters are limited and it is best for cylinder machining, bearing housing and high precision machining. In order to finish cylindric and conical holes a translation motion parallel to the axis is imprinted to the cutting tool.
What are the advantages of the reaming machines?
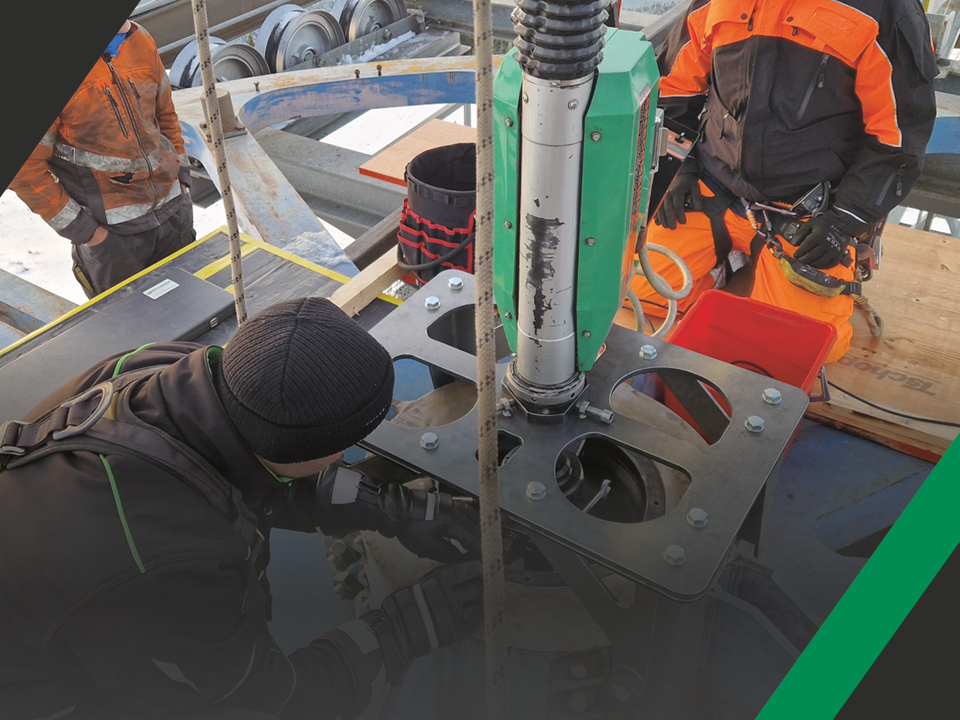
The Portable line boring machines, such as our Series Supercombinata, permit on site machining, thus reducing downtime and transport costs. In brief, they offer:
- High flexibility
- Possibility to operate in small spaces
- precision
- Repeatability over time
- Downtime reduction
- Transport costs reduction
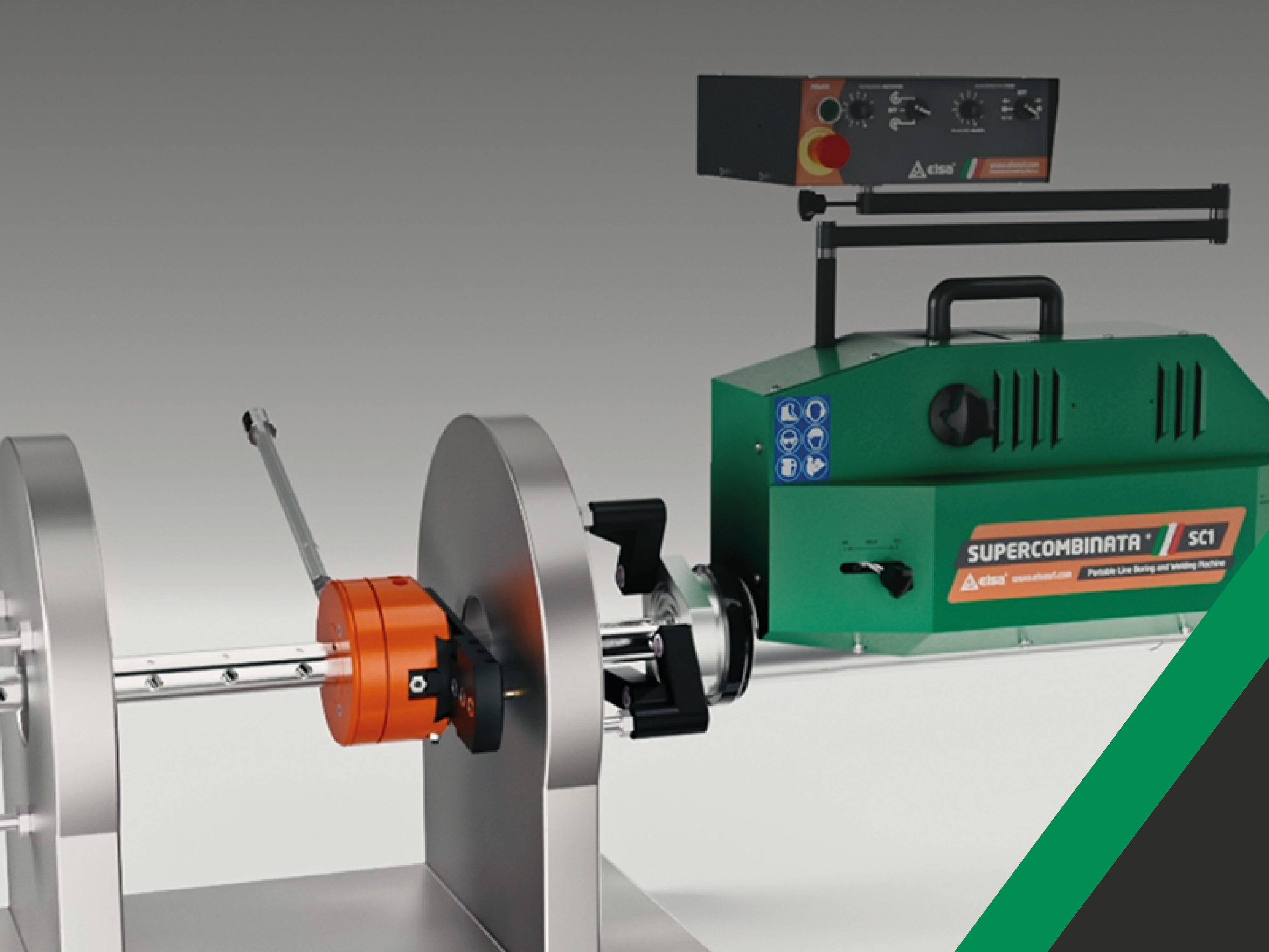
Reaming and roughing with the Supercombinata line boring machine
The Supercombinata boring machines can perform roughing machining by chip removal and ensure close tolerances (normally H7), high precision geometric tolerances, and roughness between 0,8 – 3,2 µm. Overlay welding is performed by a telescopic torch with swivel joint equipped with EURO connector. In welding mode, rotation and feed are operated mechanically ensuring high quality results (homogeneous seam weld). These machines offer following advantages:
- easy of use and first setup, even without specific knowledge of the sector
- centesimal precision and strong stability during machining
- speed in execution
- 100% Made in Italy
- amortised investment after ten repairing.
What are the types of boring bars?
The boring bar is a tool used in metal and wood processing. In metal processing, the cutting tool can be soaked and dragged on the X or Y axis, in order to create a slot or an unsymmetric hole or a channel, or it can be moved only with upstroke and downstroke (on the axis Z) in order to create a perfect circular hole. There are three types of boring bars: of steel for high speed, of brazed hard metal and of indexed hard metal. It should be mentioned that the vibration of the boring bar is often the parameter that prevents from achieving high productivity of the machine, because it requires, for example, to reduce speed, feed and cutting depth.
The portable line boring machine Supercombinata is equipped with 2200 mm boring bar (standard equipment) and 3000 mm (as optional) that guarantee a higher stability, especially at this range, reducing vibrations that could make the result inaccurate.
Reaming and drilling: the difference
Reaming also differs from drilling. Drilling consists in removing chips to create holes using a rotating and translating tool in axial direction. Holes with very small diameters can be obtained, starting from 0,1 mm up to a few centimetres of diameter. The quality of the holes is subject to many variables, such as feed speed, material and hole depth; due to the difficulty of obtaining surfaces with a high finishing level, in some conditions a subsequent finishing or roughing machining is required in order to reach the required tolerances. The portable line boring machines of the Supercombinata Series, as multifunctional machine tools, are designed to perform drilling operations.
Reaming and roughing: which one to choose?
To determine which procedure is the most suitable for finishing holes, it is necessary to check which features the finished piece must have. Reaming is preferable if the finished hole, even on large batches, has to held tight tolerances and excellent surface finishes. Roughing is preferred for roughing and medium finishing operations of holes with non-complex geometries. If none of these features are present, it will be convenient to resort to roughing. The Supercombinata Series was born with this desire: to respond to the increasing demanding requests in the maintenance and repair field.
Visit our website and discover more!
Bonifacio Monti, Mechanical engineer