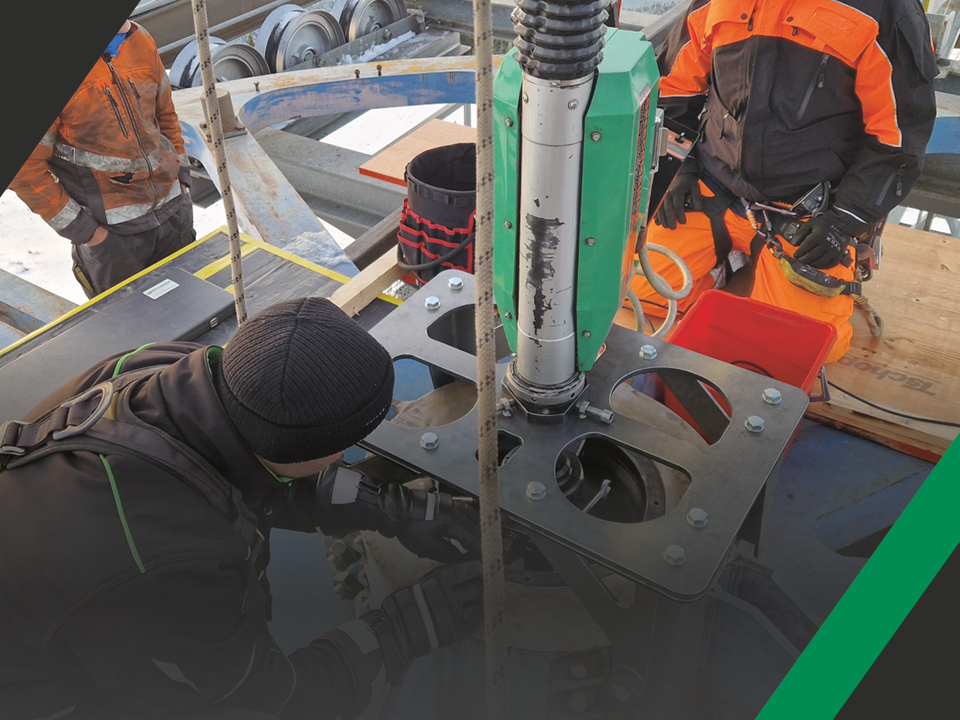
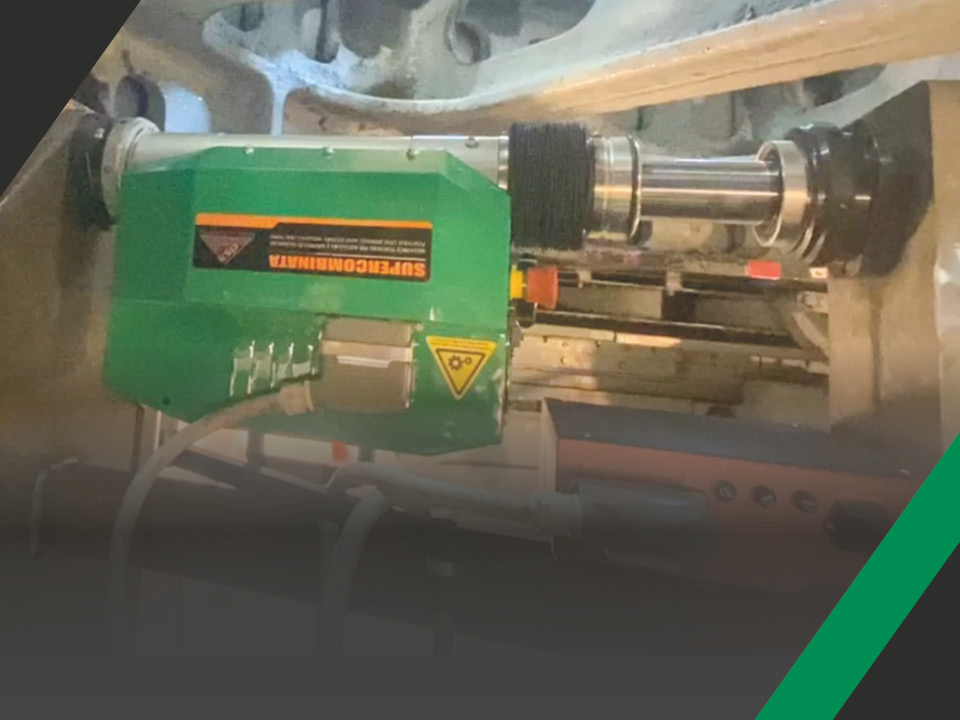
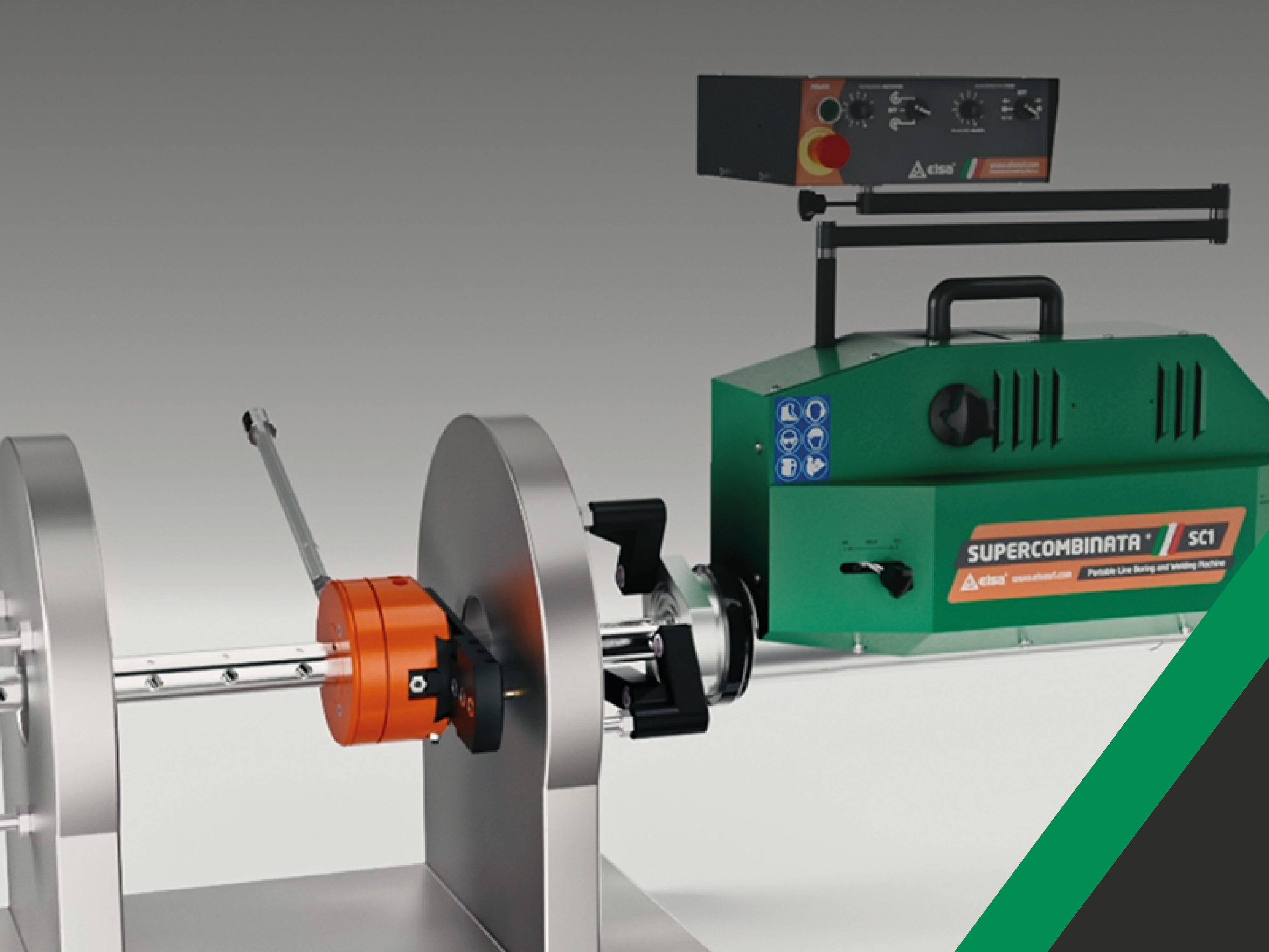
The renown Supercombinata series from Elsa is a portable machine tool for chip removal processes and overlay welding jobs that can be carried out directly on site.
Below you can find a brief guide to the machining operations that are possible with the Supercombinata portable line boring machines:
1 - Line boring
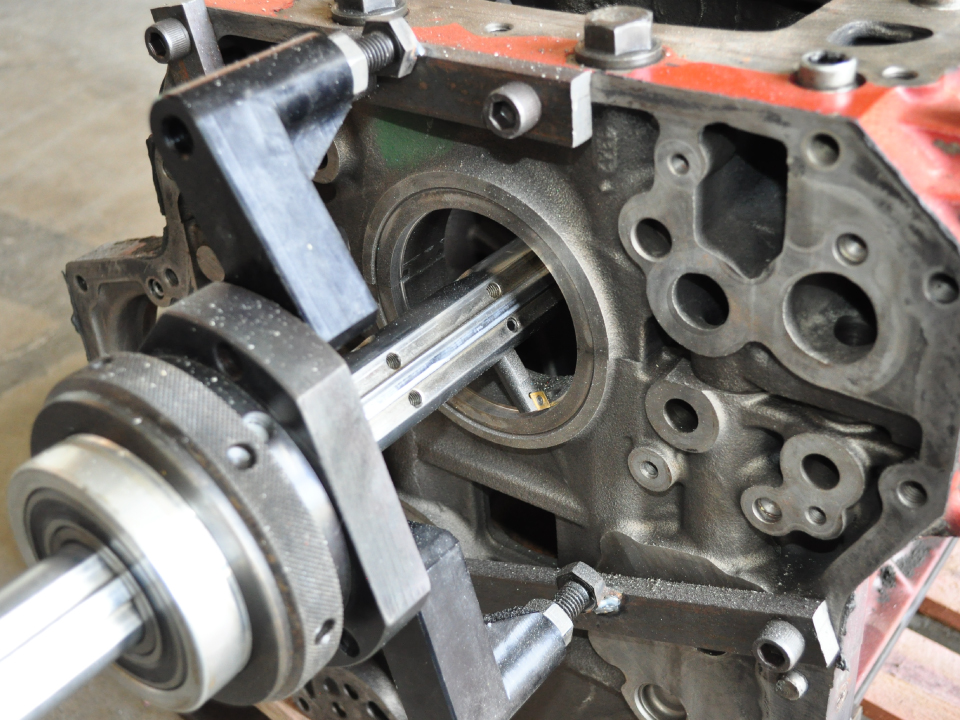
The Supercombinata portable machine tools perform line boring operations in a range from Ø 22 mm to Ø 1200 mm.
Line boring is a mechanical operation carried out by means of machining with a cutting tool that ensures high precision, excellent surface finish and drilling quality, as well as tight dimensional tolerances (in the hundredths of a millimetre range). Compared to boring, the bore diameters are usually limited. The unit is particularly suitable for machining cylindrical bores, bearing seats and machining operations where dimensional accuracy and high surface quality are required. For boring cylindrical bores, the tool is run through with a displacement movement parallel to the axis.
You can find more information on this topic in our blog under the title "Line boring procedures: what is reaming and roughing?"
2 - Drilling
The Supercombinata portable boring machines are also suitable for drilling operations. Drilling is one of the most common operations to create boreholes. It is done with a tool that can rotate and move parallel to its own axis to make new holes or change the diameter of existing holes as needed.
The shafts, or spindles, of the Supercombinata line boring machine are 40mm or 60mm, depending on the diameter, and are fitted at the head with a self-locking MK3 or MK4 internal taper. This allows the user to drill holes by inserting drill chucks thanks to the rotation and feed movement.
3 - Tapping
The portable Supercombinata line boring machines are also designed for tapping. The internal cone in the boring bar makes it possible to mount a drill chuck with the respective Morse taper in order to insert internal threads into the workpiece, e.g. with a tap.
This method is particularly suitable for the economical production of threads in holes with small diameters. Tools suitable for high cutting speeds and for long durability can also be used for this purpose.
How to choose a tap?
The most important factors to consider when choosing which tap to use are material, coating and last but not least the geometry of the thread itself. A specific type of tap that is suitable for machining a particular material and for a specific application cannot necessarily be used for machining another material that has been selected for a different use. Tapping covers the range of the most common thread profiles and can be carried out with our machine tools, which are suitable for the use of taps.
4 - Turning
Turning operations can be performed with an optional tool. Turning enables the correction of diameters with cylindrical surfaces by chipping excess material located in the bore. The cutting edge of the tool penetrates the surface of the workpiece and removes the excess material, creating a chip.
The term "depth of cut" or "depth of cut" (in mm) indicates the size at which the material layer is removed. The term "feed" (in mm), on the other hand, defines the displacement of the tool during machining per revolution of the work spindle. This results in the so-called chip cross-section. In Supercombinata machines, in contrast to lathes, the feed is carried out by a feed motor that is independent of the speed. This has the advantage that the feed can be controlled more sensitively via a built-in potentiometer.
This process is essentially characterised by two stages:
- The first, called roughing or pre-turning, gives the workpiece the desired shape without worrying about the roughness of the surface obtained.
- The second stage, called finishing or fine turning, removes another layer of the material to achieve the desired dimensions and give the workpiece a smoother appearance by reducing the roughness of the machined surface.
5 - Facing
The Elsa facing head extends the range of operations that can be performed with a machine from the Supercombinata series. Machining surfaces that are at 90° to the axial direction of a hole generally consists of removing material. After machining, new gasket sets on pipes or flanges, for example, can be reinstalled without problems.
The Elsa portable machine tools, in combination with the optional facing kit, are suitable for machining flat surfaces with diameters ranging from 48 mm up to 800 mm. Equipped with an innovative system, the feed of the machining tool is ensured automatically.
6 - Internal threading
Internal threading with an additional kit to our portable boring machines is a method suitable for a large number of thread profiles. Machining is done by direct tapping of the thread with a special tool in several tool cutting steps with the selected thread pitch. With this method of thread cutting, which can be carried out with Elsa machines, internal threads with a wide range of thread pitches can be produced in a high quality.
Do you have any questions or requests regarding machining?
If you are considering buying a new portable machine tool, we recommend reading this guide, "Guide to buying the best portable line boring machine". If you still have questions, it is possible to contact us at info@elsasrl.com.
Bonifacio Monti, Mechanical engineer